




 4米80普通车床市场价格与80车床综合加工有关您当前的位置:网站主页 > 新闻中心 > 行业新闻 > 4米80普通车床市场价格与80车床综合加工有关您当前的位置:网站主页 > 新闻中心 > 行业新闻 > |
4米80普通车床市场价格与80车床综合加工有关时间:2019-06-06 09:45 来源:http://www.tztxkj.cn 作者:车床
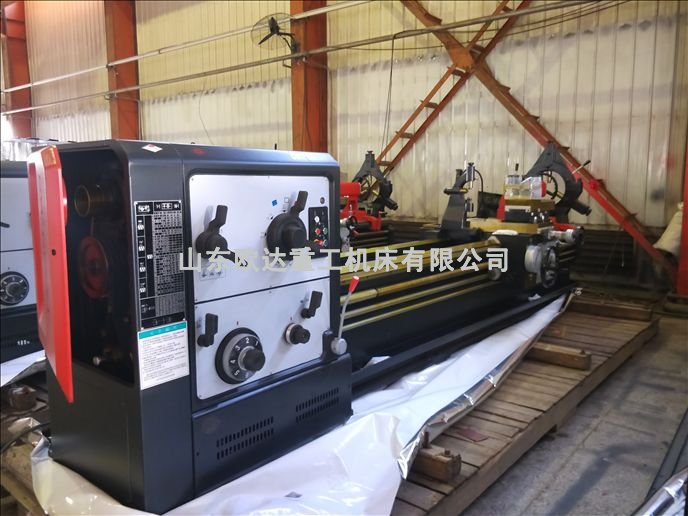
4米80普通车床综合加工实例。根据下图所示的4米80普通车床车削零件,材料为45号钢,其中Ф85圆柱面不加工。在4米80普通车床上需要进行的工序为:切削Ф80mm 和Ф62mm 外圆;R70mm 弧面、锥面、退刀槽、螺纹及倒角。要求分析4米80普通车床工艺过程与4米80普通车床工艺路线,编写4米80普通车床加工程序。4米80普通车床市场价格与80车床零件加工工艺有关。4米80普通车床厂家设定工件坐标系。按基准重合原则,将4米80普通车床工件坐标系的原点设定在零件右端面与回转轴线的交点上,如图中Op点,并通过G50指令设定换刀点相对4米80普通车床工件坐标系原点Op的坐标位置。选择刀具。根据4米80普通车床零件的加工要求,需要加工零件的端面、圆柱面、圆锥面、圆弧面、倒角以及切割螺纹退刀槽和螺纹,共需用三把刀具。1号刀,外圆左偏刀,刀具型号为:CL-MTGNR-2020/R/1608 ISO30。安装在1号刀位上。3号刀,螺纹车刀,刀具型号为:TL-LHTR-2020/R/60/1.5 ISO30。安装在3号刀位上。4米80普通车床刀具型号为:ER-SGTFR-2012/R/3.0-0 IS030。安装在5号刀位上。4米80普通车床市场价格与80车床加工方案有关。4米80普通车床使用1号外圆左偏刀,先粗加工后精加工零件的端面和零件各段的外表面,粗加工时留0.5mm的精车余量;使用5号割槽刀切割螺纹退刀槽;然后使用3号螺纹车刀加工螺纹。确定切削用量会提高4米80普通车床市场价格。4米80普通车床切削深度:粗加工设定切削深度为3mm,精加工为0.5mm。主轴转速: 根据45号钢的切削性能,加工端面和各段外表面时设定切削速度为90m/min;4米80普通车床车螺纹时设定主轴转速为250r/min。
|
