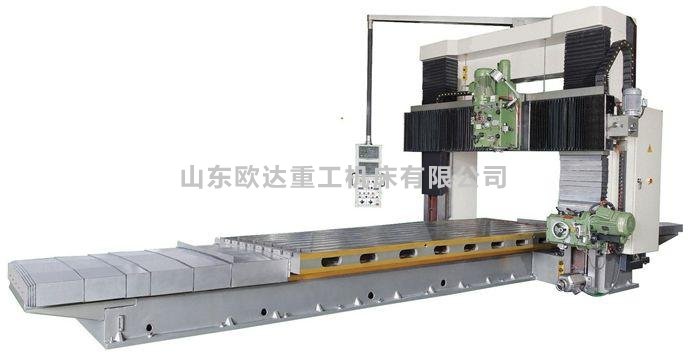
经济耐用型龙门铣床,2米龙门铣床哪里生产
时间:2016-12-09 09:10 来源:www.tztxkj.cn 作者:龙门铣床
经济耐用型龙门铣床,2米龙门铣床哪里生产的机床工序安排顺序,根据对主轴加工的工艺分析,经济耐用型龙门铣床,2米龙门铣床哪里生产的机床对主轴加工工序安排大体如下:锻件毛坯~正火~切端面打中心孔~粗车~调质~半精车~表面淬火~精车一粗磨~铣花键~车螺纹~粗、精磨外圆~精磨锥孔。在安排工序顺序时,应注意以下几点。深孔加工,必须注意以下两点:第一,应安排在调质以后进行,因为调质处理变形较大,龙门铣床、铣床、车床等机床深孔产生弯曲变形没法纠正,不仅影响棒料的通过,而且会引起主轴高速转动的不平衡;第二,BC6090牛头刨床、X6132铣床等机床深孔应安排在外圆粗车或半精车之后,以便有一个较精确的轴颈作定位基面,以保证孔与外圆同心,使主轴壁厚均匀。如果仅从定位基准考虑,希望始终用中心孔定位,避免使用锥堵,深孔加工安排到最后为好,但是深孔加下是粗加工,发热量大,破坏外圆加工的精度,经济耐用型龙门铣床,2米龙门铣床哪里生产的机床深孔只能在半精加工阶段进行。可根据客户要求定做:
|
主要技术参数 |
UNIT |
BX2010 |
BX2012 |
BX2016 |
BX2020 |
|
经济耐用型龙门铣床,2米龙门铣床哪里生产的机床工作台面有效尺寸 |
长 |
MM |
3000/4000/6000 |
3000/4000/6000 |
4000/6000/8000 |
4000/6000/8000 |
|
宽 |
MM |
800 |
1000 |
1200 |
1600 |
|
T型槽个数/宽度/间距 |
MM |
5-28-160 |
5-28-200 |
5-28-225 |
7-28-225 |
|
工作台最大承重 |
KG |
5000/6000/8000 |
6000/8000/10000 |
10000/12000/15000 |
12000/15000/18000 |
|
可加工工件最大尺寸 |
长 |
MM |
3000/4000/6000 |
3000/4000/6000 |
4000/6000/8000 |
4000/6000/8000 |
|
宽 |
1000 |
1250 |
1600 |
2000 |
|
高 |
800 |
1000 |
1250 |
1500 |
|
经济耐用型龙门铣床,2米龙门铣床哪里生产的机床工作台行程长度 |
最小 |
MM |
530 |
530 |
530 |
530 |
|
最大 |
MM |
3150/4150/6150 |
3150/4150/6150 |
4150/6150/8150 |
4150/6150/8150 |
|
龙门宽度 |
MM |
1100 |
1350 |
1700 |
2100 |
|
铣头 |
功率 |
KW |
5.5 |
5.5 |
7.5 |
7.5 |
|
主轴孔 |
|
ISO50 |
ISO50 |
ISO50 |
ISO50 |
|
转速范围 |
R/MIN |
140-803 |
140-803 |
97-675 |
97-675 |
|
主轴电机功率 |
KW |
22/22/30 |
22/30/37 |
30/37/45 |
37/45/55 |
|
横梁升降速度 |
MM/MIN |
570 |
570 |
570 |
440 |
|
外形尺寸 |
长 |
MM |
6800/8800/12800 |
6800/8800/12800 |
8800/12800/16800 |
8800/12800/16800 |
|
宽 |
3730 |
4000 |
4500 |
4800 |
|
高 |
2700 |
2900 |
3450 |
3625 |
|
经济耐用型龙门铣床,2米龙门铣床哪里生产的机床整机重量 |
T |
14/17/21 |
16/20/24 |
26/31/36 |
29/35/41 |
质量:铸件执行GB9439-88标准,采用回火处理,导轨硬度达到HRC52,高频淬火处理,齿轮采用淬火钢材质。售后:按照国家标准三包,包修包换包退。来源: www.chechuang888.cn
|





 经济耐用型龙门铣床,2米龙门铣床哪里生产您当前的位置:网站主页 > 新闻中心 > 行业新闻 >
经济耐用型龙门铣床,2米龙门铣床哪里生产您当前的位置:网站主页 > 新闻中心 > 行业新闻 >